苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
要改善磨削面烧伤问题,除了采用合理选择磨削用量和改进冷却方法(改善传热条件的各项措施)外,还可采用降低磨削区的发热强度的方法。当然,这不是指损失生产率而去降低热源强度。实际上在磨削加工中,还存在着不降低磨削用量,不损失生产率,而能大大降低热源功率的潜力。
磨削时单位切削面积上的切削力约100 000 ~ 200 000 N/mm2,数十倍地超过了材料的强度极限,显然这样大的切削力,不是由被加工材料的强.度杭力造成的,而是由不正常的极大的摩擦力引起的,所以难怪有些学者把磨削和摩擦作为同一个问题来进行研究了。这就说明磨削过程是一个很不理想的切削过程,参与切削的磨粒比重很低,大部分磨粒只是与加工面进行摩擦(擦滑和耕犁)而不进行切削,所以改善切削过程就能在不影响生.产率的情况下,减少功率消耗而达到降低磨削区温度的目的。
磨粒的切削,刃是非常钝的如图5-39所示,其最尖锐的刃也有相当大的圆弧半径而呈球面状。而在磨削过程中,每个磨粒的切削厚度常在0.2''0.02 8 im这样一个数量级的范围内,如图5-40所示。大多数情况下,被切削的那层金属只是被挤压了一下,并没有被切除。这层金属只是在后续的大量磨粒反复挤压多次而皇疲劳时才剥落,所以切削抗力中绝大部分是摩擦力。如果刃再尖锐些,锋利些,磨削力必然会下降,功率消耗会少些,因此,磨削
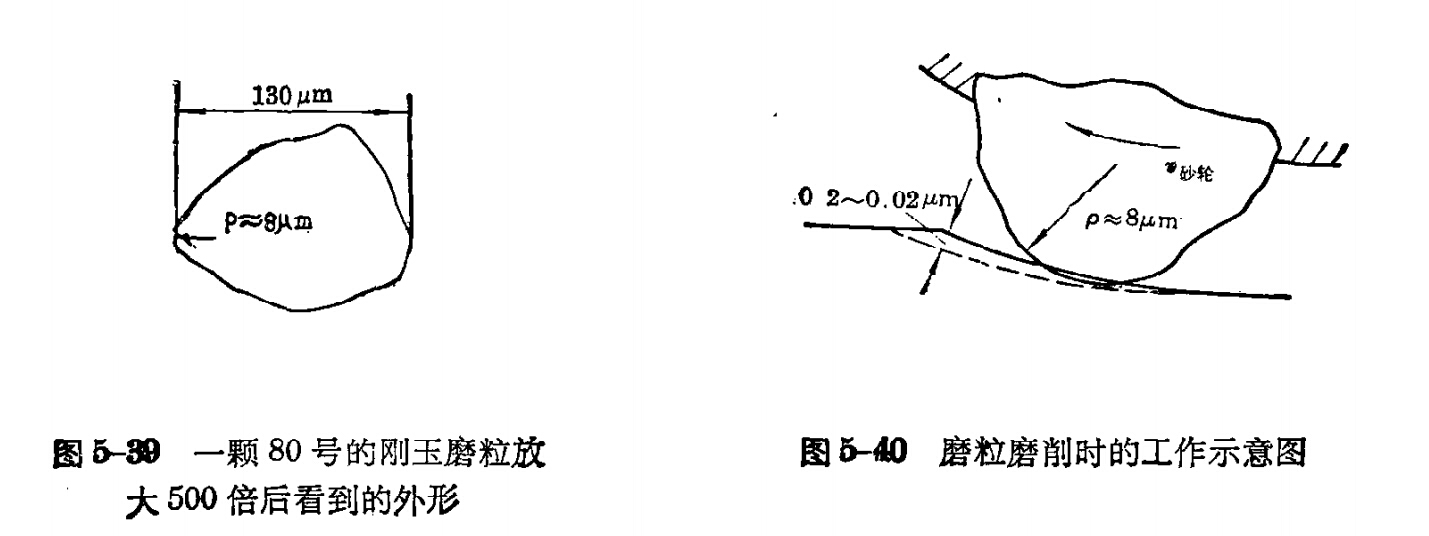
区的温度必然会下降。但磨粒的刃尖是自然形成的,刃尖圆弧半径P决定子磨粒的硬度和强度。硬度和强度不够,J就不能得到较小的p,即使偶然得到了,在磨削时也不能保持,事实上在制造磨粒的粉碎过程中就已不能保持。喷砂磨料硬度和强度的提高显然是一个重要方向。
我国生产的喷砂磨料除了传统的棕刚玉、白刚玉、黑色碳化硅及绿色碳化硅等四种基本喷砂磨料外,还发展了一系列新的优质喷砂磨料,如单晶刚玉、微晶刚玉、铬刚玉错刚玉、错钦刚玉、立方碳化硅,以及人造金刚石和立方氮化硼等。
用金刚石、人造金刚石作喷砂磨料的间题。关键是解决硬质合金的精密加工—磨削加工间题。在过去只有碳化硅砂轮时,硬质合金经磨削后,很少不受烧伤而出现裂纹的。后来,一些工业先进的国家,先后采用金刚石砂轮加工硬质合金产品,解决了这个间题,推广了硬质合金的使用。
用金刚石作喷砂磨料,磨削硬质合金零件,之所以不发生烧伤磨裂,其主要原因是喷砂磨料强度、硬度大,刃尖锋利,改善了切除薄切屑的条件,磨削力下降,磨削区热源强度下降。另一个原因是金刚石与金属在无润滑液情况下的摩擦系数极低,只有0.05。
目前更新的发展是立方氮化砚的制造和应用。立方氮化硼虽然在硬度、强度上稍逊于金刚石,但能在较高温度下工作。金刚石砂轮能耐受的最高磨削温度为80000,而立方氮化硼砂轮却能耐受1380℃。立方氮化硼在高温下对铁族合金无明显反应。因此在磨削高速钢时磨削效果比金刚石好。