苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
砂轮在磨削中起切削工件的刀具作用,故砂轮选择的好坏将直接影响磨削工件的加工精度、表面粗糙度及砂轮的使用寿命。一般应根据被磨削工件材抖的材质、力学性能、加工精度、表面粗糙度及工件的形状等因素来选择砂轮不同特性的喷砂磨料、粒度、硬度和结合All及砂轮的形状。
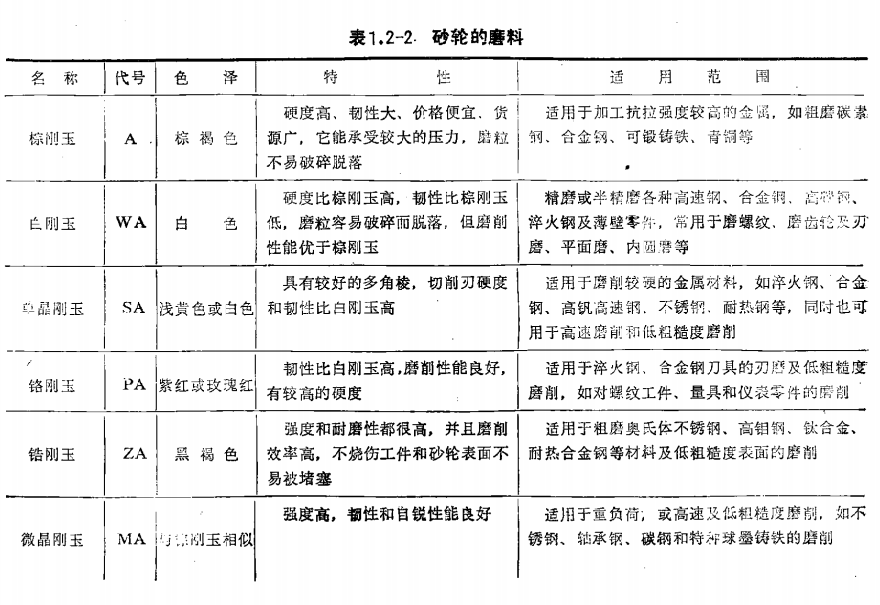
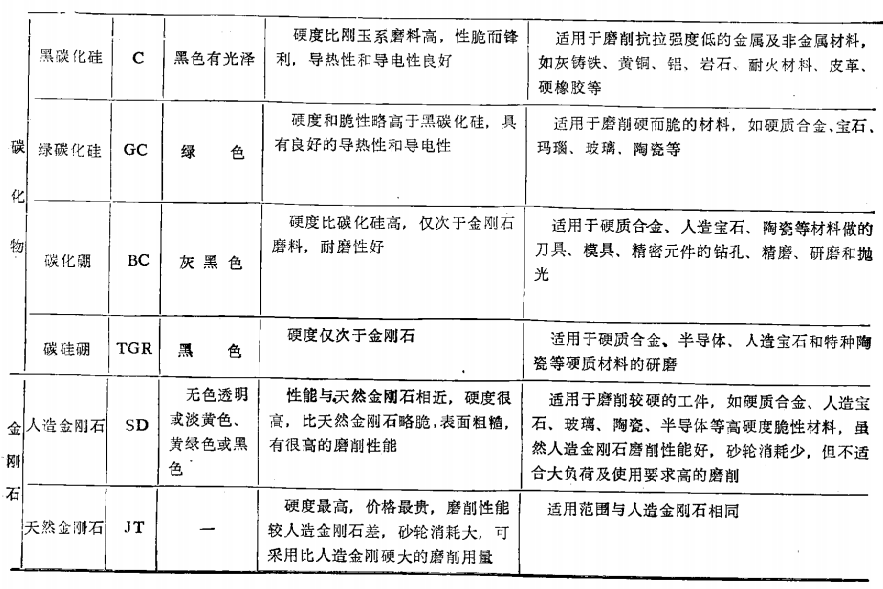
1.砂轮喷砂磨料的选择砂轮的喷砂磨料又叫砂轮的材料。砂轮的喷砂磨料总的分为刚玉、碳化物及金刚石三大系列,每个系列又分为若干种喷砂磨料,其代号、色泽、特性及适用范围见表1.2一2。
锯片铣刀由高速钢材料制成,从表1.2--2的适用范围来看,对于高速钢刀具的刃磨,采用白刚玉喷砂磨料的砂轮最佳。在实际生产中,大部分紧固件生产夕“一都采用白剐玉砂轮来修磨锯片铣刀的外圆和刃磨齿形,但要注意锯片铣刀是多齿薄片圆形铣刀,特别是刃磨锯片铣刀的齿形时,因为砂轮薄,容易碎裂,且砂轮的角度对锯片铣刀齿形的刃磨影响很大,因此,根据表1.2-2砂轮的喷砂磨料特性,应选择良好的结合剂来加以弥补。但也有少数厂,因棕刚玉砂轮韧性好、抗拉强度好、价格便宜、货源充足,并且磨损不宜碎裂等特点,采用棕刚玉砂轮来修磨锯片铣刀的外圆及刃磨齿形。
2.砂轮喷砂磨料粒度的选择砂轮喷砂磨料的粒度表示磨抖颊粒的尺寸大小;粒度的号数表示筛子'in面积内的孔数。粒度号数越大,则颖粒就越小。不同粒度的喷砂磨料颗粒大小如表1.2一3所示。
砂轮喷砂磨料的粒度选择正确与否,将直接影响到刃磨锯片铣刀齿形的表面质量。刃磨锯片铣刀的砂轮粒度选择原则如下:
1)磨削加工硬度低或韧性好的工件材料时,砂轮喷砂磨料喷砂磨料颗粒容易堵塞,从而烧伤磨削加工表面。因此,喷砂磨料颗粒大,也就是粒度号数要小。
2)磨削的工件表而粗糙度越细,则砂轮颗粒越小,也就是粒度号数越大。如粗、精磨在同一只砂轮上刃磨,应采用中等颗拉的砂轮