苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
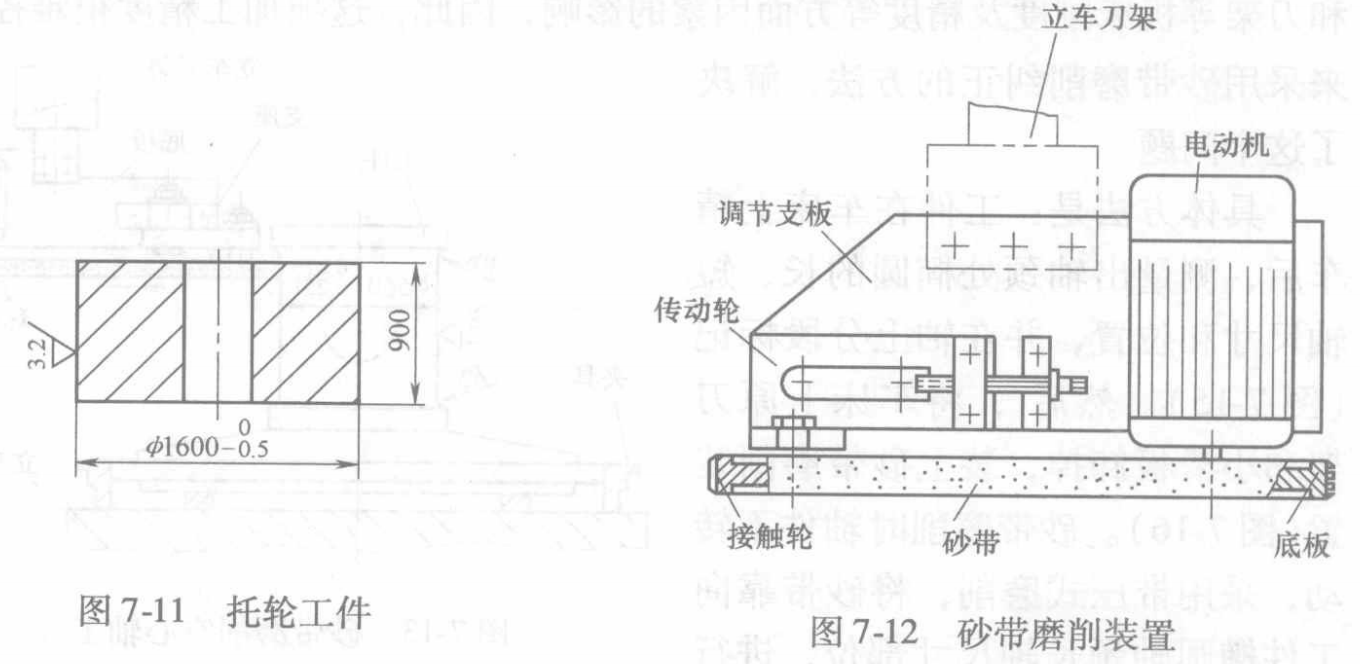
磨外圆
砂带磨削代替立车的精车图7-11所示托轮工件,某厂大批量加工该工件外圆时,由于工件的直径和质量都很大,若采用精车加工,表面粗糙度不理想,而且加工工时长。后来,改为先在大型立式车床上粗车到表面粗糙度Ra20um,留出磨削余量0. 14mm,然后将接触轮式砂带磨削装置装夹在大型立式车床的刀架小滑板位置处(先将车床的刀架和小滑板取下)进行磨削的方法,使工件表面粗糙度达到了要求,并且提高了加工效率。