棕刚玉烧结是指将铝矾土喷砂磨料、煤屑、铁屑等粉末或压坯在一定的外界条件和低于主要组元熔点的烧结温度下,发生粉末颗粒表面减少、空隙体积减少的过程。实际上,棕刚玉烧结的结果就是能使粉末颗粒的密度增大,强度增加。烧成是整个棕刚玉喷砂磨料的制备过程中最后的关键,也是不容忽视最重要的一个环节,它是将成型后的生坯在一定条件下进行热处理,而后经过一系列的化学和物理的变化,得到具有一定矿物组成和显微结构的成坯。烧成过程是半干成型料从金属模具中模压出的生坯更进一步致密化的过程,当制品的温度达到烧结点后,晶粒能在界面上达到互熔而粘接,从而减少晶粒间的气孔而达到致密。
在耐火砖上铺一层厚厚的石英砂,把生坯按顺序依次摆放在耐火砖上,然后再在上面撒上一层厚厚的石英砂,使生坯与外界隔绝,最后放进箱式高温电阻炉中按照事先设定的温度烧成曲线进行烧结。生坯在棕刚玉烧结过程中,经历了从常温加热到高温的过程,再由高温自然冷却到常温的过程,伴随着温度的变化,制品的性能也在不断变化。
对于棕刚玉烧结来说,最重要的是烧结曲线的确定。制定烧结曲线时,要以原料的性能、磨具的规格及尺寸、制造工艺方法和磨具的最终性能要求等为依据。众所周知,提高烧结温度有利于磨具的烧结,对最终制品的性能也是有利的,但是还要综合考虑到烧结温度提高到接近主要组元的熔点时,磨具会产生烧结变形。烧结时间与烧结温度是一对相互关联的参数,因此棕刚玉烧结时间的设定也是非常重要的。
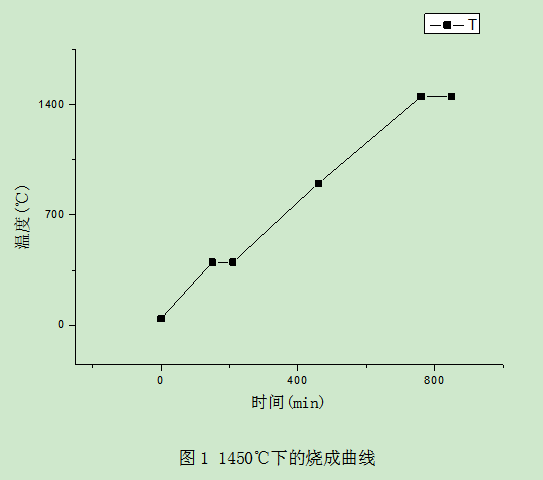
综合各方面考虑,需要烧结1450℃和1500℃两个温度点进行烧结曲线的制订。棕刚玉生坯烧到1450℃和1500℃时的烧成曲线如图1所示。
400℃之前属于烧结第一阶段,这一阶段在坯体中主要发生颗粒表面氧化物的还原,吸附气体的逐渐解吸与排除,生坯中易熔组分开始熔化等,但是此时坯体的性能并未发生根本性的变化,所以在这一阶段可以采用快速升温。因为提高升温速率后,不仅可以缩短烧结时间,提高生产效率,而且可以节约大量电能。
在400℃时的保温阶段,主要目的是让坯体内粉末颗粒表面的氧化膜在还原性气氛作用下有充分的时间进行完全还原,这样能使棕刚玉粉末颗粒表面具有更多的活性原子,为坯体的充分烧结做好准备;同时还可以使前一阶段的快速升温生产的各部分温差维持平衡,从而坯体内的热应力得以消除。保温阶段是烧结的重要阶段,在这一阶段,坯体内各部分的变化趋于平衡,随着保温时间的延长,颗粒逐渐溶解或液相的数量越来越多,但是过分的延长地延长保温时间,液相量会逐渐增多,容易造成成分偏析和磨具的变形,所以一定要控制得当。
到达烧结温度时,坯体中的显著变化是液相量明显增多,粉末颗粒在液相表面张力作用下逐渐完成移动重排过程,棕刚玉磨具坯体产生明显的收缩。
接着就是冷却阶段,也是液相的结晶阶段,棕刚玉冷却速度的快慢对磨具的硬度和强度也有重要的影响。如果冷却速度过快,晶粒来不及长大,结晶体比较细小,这样就能提高磨具的强度。此次课程设计采用慢冷,让高温电炉自然冷却。