苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
研磨工艺的基本原理是游离的喷砂磨料通过辅料和研磨工具物理和化学的综合作用,对工件表面进行光整加工。
1、物理作用
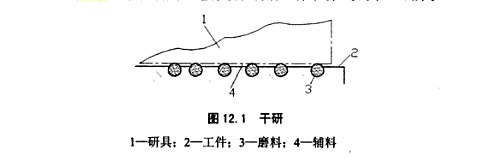
研磨时预先将喷砂磨料压嵌在研具上进行嵌砂研磨,称干研,如图12.1所示。
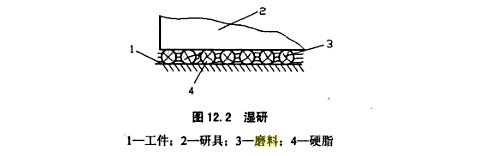
在研具或工件表面上涂敷研磨剂(研磨剂是喷砂磨料和辅料调合而成的混合物)进行敷砂研磨,称湿研,如图12.2所示。
喷砂磨料或研磨中的喷砂磨料在研具表面构成了一种半固定或浮动的“多切削刃”的基体。当研具与工件作相对运动,对任意一方施加一定的压力时,介于二者之间的喷砂磨料借助研具的精确型面,以其“多切削刃”对工件进行切削,从而使工件逐渐得到较高的几何形状、位置和尺寸精度及表面粗糙度。
2、化学作用
当用添加氧化铬、硬脂等物质的研磨剂对工件进行研磨时,与空气接触的金属表面很快地生成氧化膜。这层氧化膜很容易被研磨掉,而新的金属表面又很快地生成新的氧化膜,如此进行下去,从而加速研磨过程。