苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
其枯土与长石的比例视原料的情况而定.一般来说。我国各地所产的钾长石的成分区别不大,但枯土的种类与成分差别较大,因而,在用此类型结合剂时,其配比主要考虑粘土的差别.一般说来,各厂此类结合剂的枯土加人址约为20%一50%,长石加人址为80%一50%. 粘土加人址较低,即<35%,且制造磨具时使用水玻璃的结合剂,多用于刚玉类磨具.而枯土加人量> 30%且制造磨具时不用水玻璃的结合剂,多用于碳化硅磨具.
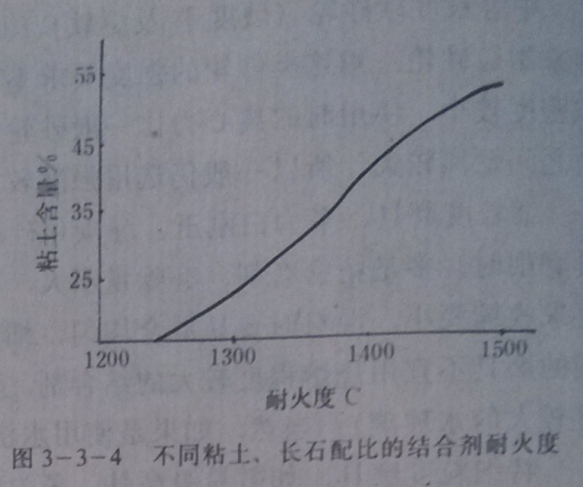
(二)耐火度情况
图3-3-4所示是某厂此类结合剂的耐火度情况.
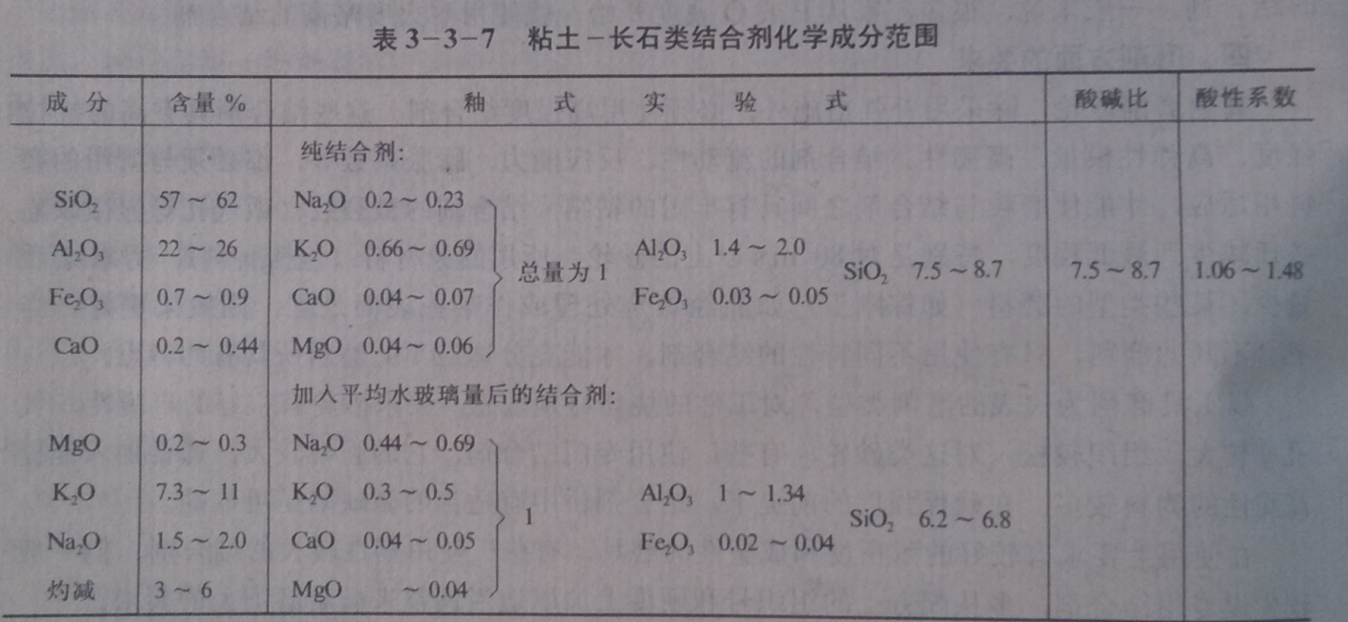
(三)化学成分范围
各厂曾用过的此类结合剂的化学成分见表3-3-7二同时列出纯结合剂和加水玻璃后结合剂的釉式实脸式,水玻璃的加人m以平均加人址计算.在釉式实验式中,由于k2o、Na20、CaO、MgO的分子数总址为1,因而Si02的分子数即为酸碱比,(R02/R20+RO) ,另计算出陶瓷行业常用的酸性系数,即:R02/Rp+RO+3R2o3,以供参考.
(四)说明
这种类型结合剂是我国磨具工业早期通用性较强的结合剂.至目前仍有使用,但其适用范围已大大缩小,大部分已被其他类型结合剂所取代.
长期的生产实践表明,①在粗粒度、软硬度的棕刚玉磨具范山内,;此种结合剂较难满足强度上的要求;②在一般粒度与硬度范田内,这种结合剂由于加人址较大,特别碳化硅磨共,对磨共的磨削性能有一定的影响,且其适应性不太广·即不能适应多种磨削类型的要求,但这种结合剂成本较低,在某些范田(例如硬度较高的磨其或拉度较细的磨具等),其工艺性能较稳定,因而目前仍有部分厂在使用。