苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
磨具是由磨粒、结合剂和气孔三个基本因素组成。其体积关系为:
V磨具=V磨粒+V结合剂+V气孔
磨粒的作用——磨削被加工材料,包括磨削过程中的切削、滑擦、挤压等作用,磨粒压人被磨材料,切下工件表面的切屑,达到磨削的目的。
结合剂的作用—把磨粒粘结在一起,使之成为具有一定形状和强度的磨具,并使磨粒在磨削过程中形成自锐的
作用。
气孔的作用—在磨削过程中起到排屑和冷却的作用。
用浸渍的方法在磨具气孔内填充硫磺,石腊、蜂腊或硬脂酸等添加剂,以改善其性能,适应某些特殊磨削要求,这可称之为磨具的第四要素。
(一)磨具中磨粒的平均问距
磨粒在磨具中的分布尽管不是均匀的,但有雨磨粒尺寸甚小而飘粉数甚多,所以其平均间距可以认定是基本稳定的。磨粒的平均间隔取决于磨具中磨粒体积所占百分比(组织号)
设L为磨粒平均间距mm,则:


磨削加工中,由于磨具切入工件深度不同,磨削区域内磨粒数目就不仅是按磨具表面磨粒数目计算,而且是随着切深加大,参与磨削的磨粒数也愈多。
(二)结合剂在磨具中的分布
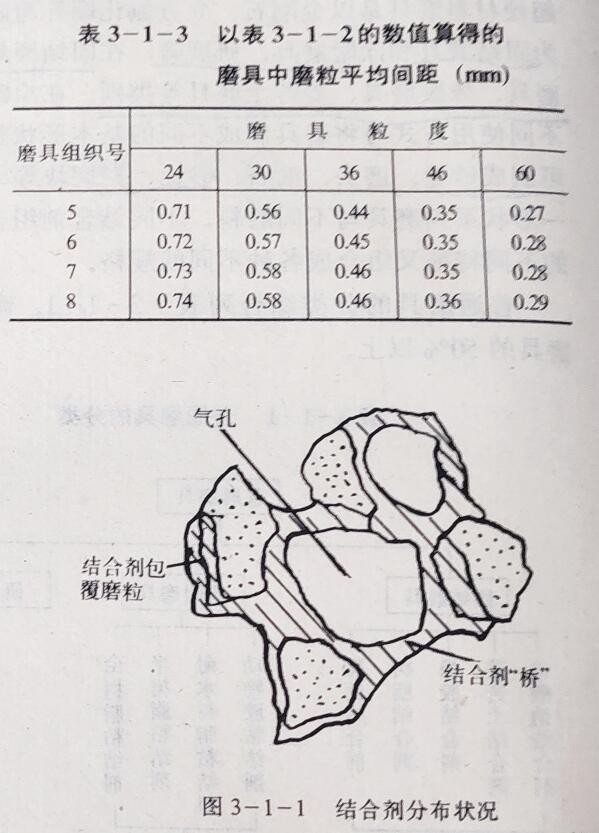
结合剂随磨粒的分布而分布,其分布情况有:一是结合剂包覆着磨粒或者与磨粒表面产生物理化学变化而形成结合剂与磨粒的连结体,其连结强度除与结合剂自身强度有关外,还与结合剂与磨粒的化学反应能力和湿润粘附能力有关;二是磨粒与磨粒之间以结合剂
“桥”连接,“桥”的强度决定于结合剂本身的强度。结合剂分布状况如图3一1一1所示。
结合剂在磨具中所占体积百分比可用下式算得


(三)气孔在磨具中的分布
磨具中除了磨粒、结合剂所占体积外,剩余的空间就是磨具的气孔,即:
V气孔=100-(V磨粒+V结合剂)
气孔在磨具中的分布是随磨粒、结合剂不规则分布变化而变化。当由于磨削上的需要,要求控制气孔尺寸、形状而加人了造孔材料时,则磨具的气孔尺寸或气孔形状可以得到有效的控制。