苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
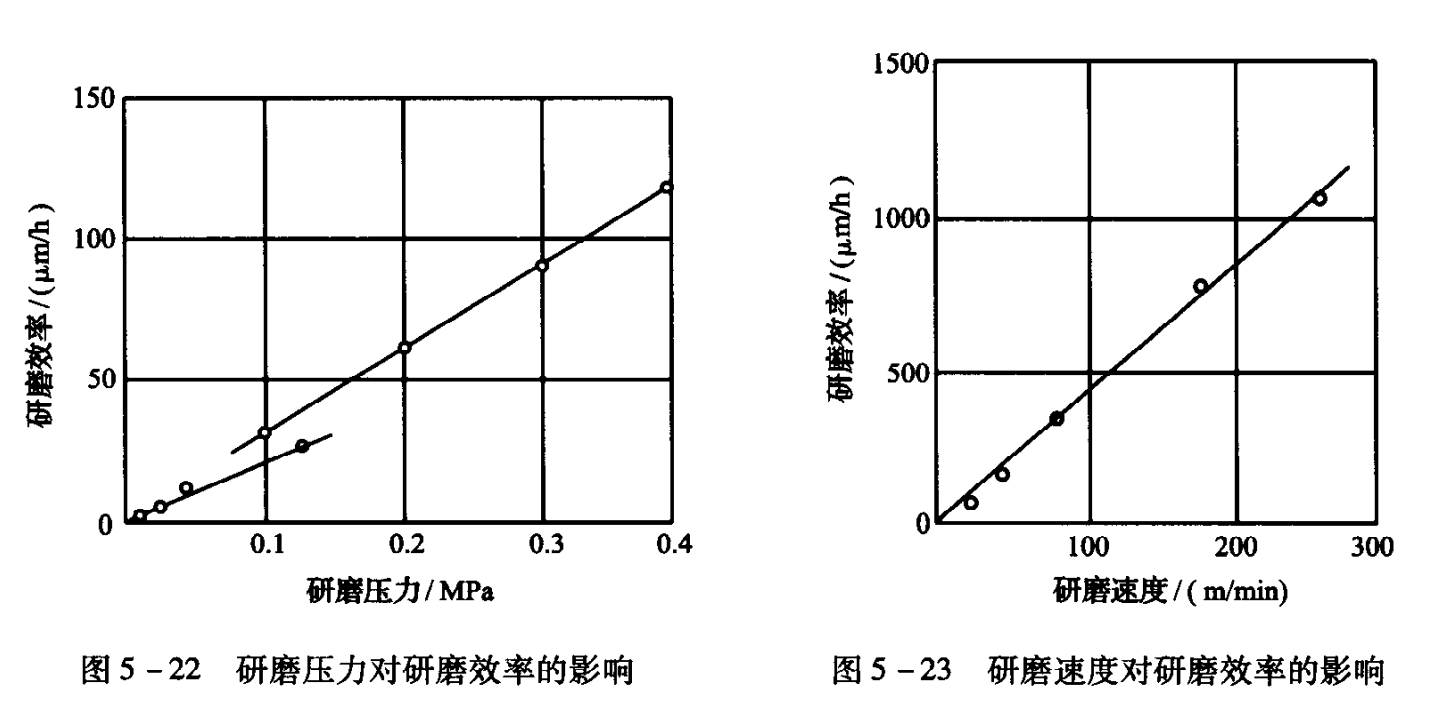
(1)研磨压力
研磨压力对研磨效率的影响如图5-22所示。由图5-22可见,在实际应用的压力范围内,研磨效率是随着研磨压力的增加而提高的,因为研磨压力增加以后,喷砂磨料颗粒嵌人研具表面较深,切削能力增强,切除金属较多。但若研具硬度较高而研磨压力过大时,喷砂磨料磨粒会由于过大的负载而被压碎,使切削能力降低,研磨作用反而减小,并使工件表面的划痕加深,影响表面粗糙度。反之,研磨压力过小,会使切削能力降低。因此,研磨压力应在合理的数值以内。研磨压力的具体范围是由工件的材料性质、研磨工具的材料性质及外加压力等因素,通过试验的方法获得的。一般常用压力为0.05一0.3 MPa,粗研磨时宜用0.1-0. 2MPa,精研磨时宜用0.01一0.1MP。
(2)研磨速度
研磨速度对研磨效率的影响如图5一23所示。在一定条件下,研磨效率是随着研磨速度的增加而提高的。研磨速度增加以后,在单位时间内工件表面能够通过较多的路程,切下更多金属,从而使研磨的效率提高。选择研磨速度时应考虑工件的加工精度、材质、硬度、质量及研磨面积等因素,研磨速度一般在10一150m/min之间。对于精密零件,不宜超过30m/min。速度过高会产生较高的研磨热,引起零件变形和表面退火(通常称为发黄),并引起零件尺寸膨胀,很难控制零件尺寸精度,使零件的被研磨面有较明显的磨粒划痕。一般手工粗研磨每分钟往复30一60次,精研磨则为20一40次。合理的研磨速度必须通过试验来确定。
(3)研磨时间
研磨时间同样是研磨要素之一。在研磨的初始阶段,由于喷砂磨料的磨粒锋利,对被研磨件的几何形状误差和表面粗糙度有较快的纠正能力,随着研磨时间的增加,磨粒钝化,切削能力下降,研磨效果不明显。研磨时间过长,不仅研磨精度得不到提高,反会因研磨发热导致零件变形,丧失精度。粗研磨的研磨时间,取决于所选磨粒的切削性能。为了获得高研磨效率,待磨粒钝化而效果较慢时,便应立即更换喷砂磨料。可通过试验来确定研磨时间,精研磨的研磨时间为1一3 min。
总之,研磨时一般先用较粗的喷砂磨料、较大的压力和较低的速度进行研磨,以期较快地纠正零件的几何形状和切去多余的加工余量。然后,再用较细的喷砂磨料、较小的压力和较高的速度进行精研磨,以获得精确的零件尺寸和较好的表面粗糙度。