苏州百德喷砂磨料服务热线:13584832398
苏州百德喷砂磨料服务热线:13584832398
把金刚石砂轮放到普通外圈磨床的顶尖之间,用白刚玉砂轮进行修磨,其修整效率很高,修复后的砂轮磨削性能良好。
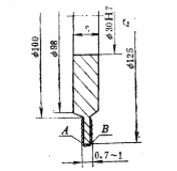
被修整的金刚石砂轮如图所示,采用粒度为280号JRI型人造金刚石和外镀法制造,用于精磨阀芯中部宽为1.2mm,深为3.8mm的环形槽。砂轮的主要工作面是A和B两个侧面,而不是外圆。
修整的方法及工艺要求是:把被修整的电镀金刚石砂轮用心轴固定,然后装到外圆磨床的顶尖中间,用硬度为ZR,粒度为60号的白色氧化铝砂轮,以切人磨方式,每次径向进给0.02-0.03mm,磨削2-3次,再纵向往复磨削一次,如此循环交替地进行修整,直到把钝化了的金刚石砂轮部分除去为止。整个休整进给操作过程,都是通过手动完成的,修整砂轮的速度大于15m/s,被修整砂轮的转速小于50r/min为宜。